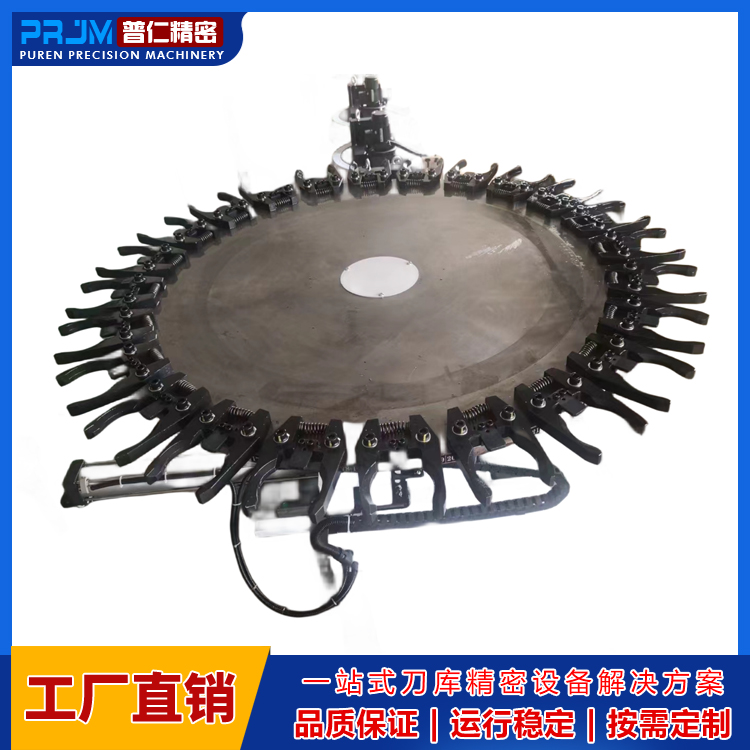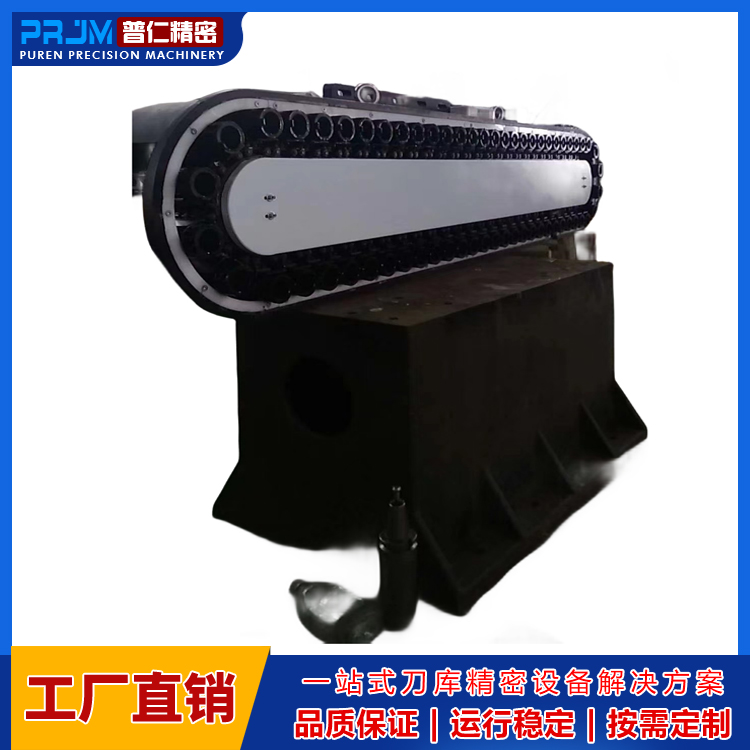


普仁精密机械(泰州)有限公司为一家生产销售一体化的公司,公司自成立以来一直致力于机床功能部件的研发与销售,并与多家国内外知名厂商协作,向业内提供具有优势的数控机床关键零部件以及专业的服务 。 公司的钻攻中心飞碟刀库采用国内外优质的零部件组装生产,结构合理稳定,重量轻,速度快...











1、数控设备的使用环境为提高数控设备的使用寿命,一般要求要避免阳光的直接照射和其他热辐射,要避免太潮湿、粉尘过多或有腐蚀气体的场所。精密数控设备要远离振动大的设备,如冲床、锻压设备等。
2、良好的电源保证
为了避免电源波动幅度大(大于±10%)和可能的瞬间干扰信号等影响,数控设备一般采用专线供电(如从低压配电室分一路单独供数控机床使用)或增设稳压装置等,都可减少供电质量的影响和电气干扰。
3、制定有效操作规程
在数控机床的使用与管理方面,应制定一系列切合实际、行之有效的操作规程。例如润滑、保养、合理使用及规范的交接 班制度等,是数控设备使用及管理的主要内容。制定和遵守操作规程是保证数控机床安全运行的重要措施之一。实践证明,众多故障都可由遵守操作规程而减少。
4、数控设备不宜长期封存
购买数控机床以后要充分利用,尤其是投入使用的一年,使其容易出故障的薄弱环节尽早暴露,得以在保修期内得以排除。加工中,尽量减少数控机床主轴的启闭,以降低对离合器、齿轮等器件的磨损。没有加工任务时,数控机床也要定期通电,每周通电1~2次,每次空运行1小时左右,以利用机床本身的发热量来降低机内的湿度,使电子元件不致受潮,同时也能及时发现有无电池电量不足报警,以防止系统设定参数的丢失。
机床为龙门移动式双动力头数控立式钻床,主要用于管板件的加工,能使用硬质合金钻头进行内冷高速钻孔或高速钢麻花钻头外冷钻孔;钻孔时两个主轴可同时或独立工作,加工过程数控,操作方便,可实现自动化、高精度、多品种、中小批量生产。
数控立式钻床结构与配置:机床由床身、工作台、龙门、钻削动力箱、排屑器、液压系统、冷却系统、润滑系统、电气系统、气动系统等组成。
⒈数控立式钻床机床采用工作台固定、龙门移动的型式,以减少床身长度,节省占地面积。机床的床身、龙门等均采用钢板焊接结构,设计时充分考虑到用材和布筋合理性,又经充分人工时效处理,消除内应力,减小变形量,保持较好的动、静态刚性。工作台上有若干横向布置的T型槽,上面放置工件,可通过T型槽用压板将工件压紧。
⒉龙门移动(X轴)采用左右各两条高承载力直线滚动导轨副导向,移动灵活。采用AC伺服电机和精密大螺距滚珠丝杠副双侧同步驱动,保证定位精度和重复定位精度。
⒊龙门横梁上两个动力头滑板移动(Y轴)采用两条直线滚动导轨副导向,分别采用AC伺服电机和精密大螺距滚珠丝杠副传动,确保工作精度。
⒋龙门上安装有垂直数控进给滑枕式钻削头,钻削头采用YPNC-B系列主轴专用变频电机经同步带驱动主轴,低速扭矩大,可承受重切削负荷,亦能适合高速加工。
⒌数控立式钻床钻削主轴采用内冷式精密主轴,主轴锥孔BT50,具有蝶形弹簧自动拉刀机构,液压缸松刀,方便更换刀具。可装夹硬质合金内冷钻头和高速钢麻花钻头,并具有主轴锥孔吹扫清洁功能。
⒍机床可采用电子手轮操纵;加工过程中为了节省时间,提高生产效率,当钻第 一个孔设定进给位置后,钻其余的同种孔可实现快进→工进→快退的程序,并且还应具有自动断屑、退屑、暂停等功能。
⒎机床配有平板链式自动排屑器和集屑车,冷却系统配带纸过滤机,分别有高压内冷泵和低压泵外冷,可供刀具内冷却或外冷却使用。冷却液可循环使用。
⒏机床配有自动润滑装置,可以对各处导轨、丝杠等运动副进行自动润滑。
⒐机床X轴配备不锈钢防护罩,轴两侧配备柔性防护罩。Y工作台四周安装防水挡板。
⒑机床配备光电寻边器,可以方便地找正工件的位置。
⒒数控立式钻床配备液压系统,完成垂直滑枕的液压平衡和主轴液压松刀。
⒓机床数控系统采用西班牙FAGOR8055系统,配备RS232接口和LCD液晶显示屏,上位计算机管理,钻孔坐标可实现CAD/CAM直接转换,以方便编程、存储、显示和通讯,操作界面具有人机对话、误差补偿、自动报警等功能。工件孔位可采用键盘或CAD软盘输入后自动生成加工程序。具备钻孔前孔位预演和复检功能。
一:圆盘式刀库故障处理总结1. 刀套破裂、在倒刀时不正常倒刀(不倒刀、倒刀时不到位、没到位时倒刀)、换刀时刀掉落
原因分析:
①气压是否在标准范围内
②气缸电磁阀是否损坏
③气缸本身内部是否有问题
④刀具是否过重或过长
⑤刀套本身结构问题,如止动螺丝是否松动,倒刀块,刀套定位座
⑥刀套尚未定位之前有倒刀动作,造成刀套破裂
⑦刀套尚未水平定位之前有刀盘旋转动作,造成刀套破裂
⑧刀具内的弹簧夹力不够,造成换刀时刀掉落
2.刀盘马达运转不正常(不运转、一直转、转不到位、运转不顺)
原因分析:①检查配线电压是否正常
②刀具的重量是否超载
③刀库内部是否有异物:刀库头罩发现里面落满是铁屑,铁屑与接近开关贴在一起造成无法识别刀号,造成定位信号感应不正常以使刀库一直转等
3. 刀臂运转不正常
①刀臂扣刀时不正常(不扣刀、扣不到位)
原因分析:a刀套没倒到位b参考点保护开关有信号c主轴定位不准
②刀臂旋转拔刀插刀不正常
原因分析:a打刀缸问题,下限位信号没到位b刀臂原点、扣刀、旋转信号没到位
③刀臂回原点不正常
原因分析:a打刀缸问题,上限位信号没到位b刀臂原点、扣刀、旋转信号没到位
4. 换刀时刀掉落
原因分析:①刀臂本身结构已变形,可能刀具太重造成等原因
②打刀缸松拉刀位置不准确,不能松刀;打刀缸气压不够,使松刀动作不正常;刀套里的压缩弹簧已坏
5. 乱刀
原因分析:①换刀过程中有误动作,如紧急停止、复位、突然断电等
②定位信号当计数来用,经过一段时间的累积误差,造成计数不准确
6. 换刀时有异响原因分析:
①刀库位置没校好
②换刀参考点没调好
③主轴定位没调好
④刀臂结构本身是否变形
二:斗笠汽缸式刀库故障处理总结
1. 刀库不右移原因分析:
①主轴没定位
②换刀点的保护开关有信号
③刀库左、右限位没到位
④气缸本身结构是否有问题
⑤打刀缸上、下限位没到位
2. 刀库右移到位,主轴不松刀
原因分析:
①主轴定位信号丢失
②打刀缸问题
③刀库右限位没到位
3.换刀时有异响
原因分析:
①刀库位置没校好
②换刀参考点没调好
③主轴定位没调好
④刀爪结构有变形
⑤刀库左、右移时气压调节太大,反冲没调

机床为龙门移动式双动力头数控立式钻床,主要用于管板件的加工,能使用硬质合金钻头进行内冷高速钻孔或高速钢麻花钻头外冷钻孔;钻孔时两个主轴可同时或独立工作,加工过程数控,操作方便,可实现自动化、高精度、多品种、中小批量生产。
数控立式钻床结构与配置:机床由床身、工作台、龙门、钻削动力箱、排屑器、液压系统、冷却系统、润滑系统、电气系统、气动系统等组成。
⒈数控立式钻床机床采用工作台固定、龙门移动的型式,以减少床身长度,节省占地面积。机床的床身、龙门等均采用钢板焊接结构,设计时充分考虑到用材和布筋合理性,又经充分人工时效处理,消除内应力,减小变形量,保持较好的动、静态刚性。工作台上有若干横向布置的T型槽,上面放置工件,可通过T型槽用压板将工件压紧。
⒉龙门移动(X轴)采用左右各两条高承载力直线滚动导轨副导向,移动灵活。采用AC伺服电机和精密大螺距滚珠丝杠副双侧同步驱动,保证定位精度和重复定位精度。
⒊龙门横梁上两个动力头滑板移动(Y轴)采用两条直线滚动导轨副导向,分别采用AC伺服电机和精密大螺距滚珠丝杠副传动,确保工作精度。
⒋龙门上安装有垂直数控进给滑枕式钻削头,钻削头采用YPNC-B系列主轴专用变频电机经同步带驱动主轴,低速扭矩大,可承受重切削负荷,亦能适合高速加工。
⒌数控立式钻床钻削主轴采用内冷式精密主轴,主轴锥孔BT50,具有蝶形弹簧自动拉刀机构,液压缸松刀,方便更换刀具。可装夹硬质合金内冷钻头和高速钢麻花钻头,并具有主轴锥孔吹扫清洁功能。
⒍机床可采用电子手轮操纵;加工过程中为了节省时间,提高生产效率,当钻第 一个孔设定进给位置后,钻其余的同种孔可实现快进→工进→快退的程序,并且还应具有自动断屑、退屑、暂停等功能。
⒎机床配有平板链式自动排屑器和集屑车,冷却系统配带纸过滤机,分别有高压内冷泵和低压泵外冷,可供刀具内冷却或外冷却使用。冷却液可循环使用。
⒏机床配有自动润滑装置,可以对各处导轨、丝杠等运动副进行自动润滑。
⒐机床X轴配备不锈钢防护罩,轴两侧配备柔性防护罩。Y工作台四周安装防水挡板。
⒑机床配备光电寻边器,可以方便地找正工件的位置。
⒒数控立式钻床配备液压系统,完成垂直滑枕的液压平衡和主轴液压松刀。
⒓机床数控系统采用西班牙FAGOR8055系统,配备RS232接口和LCD液晶显示屏,上位计算机管理,钻孔坐标可实现CAD/CAM直接转换,以方便编程、存储、显示和通讯,操作界面具有人机对话、误差补偿、自动报警等功能。工件孔位可采用键盘或CAD软盘输入后自动生成加工程序。具备钻孔前孔位预演和复检功能。